Contact Your NewwaySMTC Representative Now! [email protected]
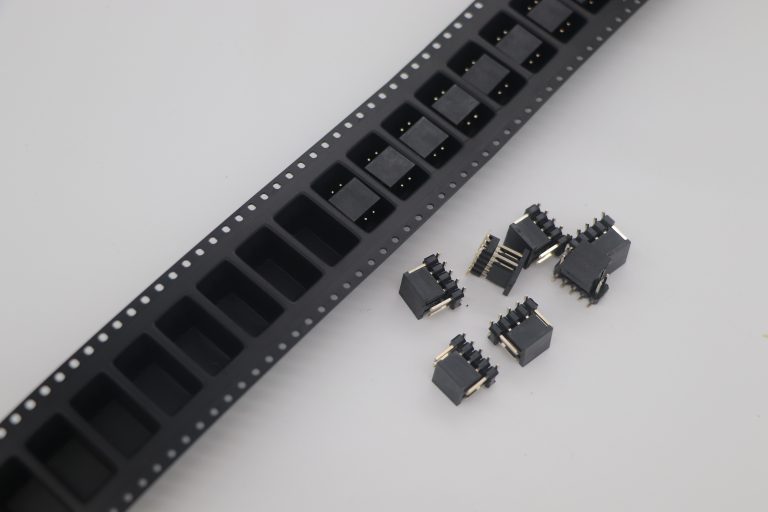
What are the main factors affecting the failure of carrier tape injection molding
What are the basic factors of carrier tape injection failure
The basis for determining the carrier tape injection molding is the precision of the injection molded product, i.e. the dimensional tolerance, form tolerance and surface roughness of the product. To carry out precision injection molding there must be many related conditions, and the most essential are the four basic factors of plastic material, injection mold, injection molding process and injection molding equipment.
Factors of carrier tape injection molding in designing plastic products
When designing plastic products, engineering plastic materials should be selected first, and the engineering plastics that can be precision injection molded must be those with high mechanical properties, dimensional stability, excellent creep resistance, and environmental stress cracking resistance. Secondly, we should choose the suitable injection moulding machine according to the selected plastic material, the accuracy of the finished products, the weight of the pieces, the quality requirements and the expected mould structure. During the processing, the factors affecting the precision injection molded products mainly come from the precision of the mold, injection shrinkage, and the ambient temperature and humidity variation magnitude of the products.
Factors of mold conforming to the quality aspects of carrier tape injection molding
In the carrier tape injection molding, the mold is one of the keys to obtain the plastic products with the required quality, and the mold for carrier tape injection molding should effectively meet the requirements of the size, precision and shape of the products. However, even if the accuracy and size of the mold are the same, the actual size of the molded plastic products may not be the same due to the difference in shrinkage. So, it is very important to effectively control the Shrinkage rate of the plastic products in the precision molding technology.
Factors of reasonable mold design for carrier tape injection molding
The mold cavity size is obtained by adding the estimated shrinkage rate to the size of the plastic product, and the shrinkage rate is a range of values recommended by the plastic manufacturer or engineering plastics manual. It is related to the shape, size, distance to the gate and location of the plastic product.
Shrinkage of plastic by carrier tape injection
The main factors affecting the shrinkage of plastics are thermal shrinkage, phase change shrinkage, orientation shrinkage, compression shrinkage and elastic recovery, which are related to the molding conditions or operating conditions of precision injection molded products.
Therefore, when designing the mold, it is necessary to consider the relationship between these influencing factors and injection conditions and their apparent factors, such as injection pressure and cavity pressure and mold filling speed, injection melt temperature and mold temperature, mold structure and gate form and distribution, as well as the influence of gate cross-sectional area, product wall thickness, the content of reinforcing filler in plastic materials, the crystallinity and orientation of plastic materials, and other factors. The influence of the above factors also varies depending on the plastic material, other molding conditions such as temperature, humidity, continued crystallization, internal stress after molding, and changes in the injection molding machine.
The process of carrier tape injection is also very important in influencing the occurrence of failure
The process of injection molding is the process of transforming plastic from liquid ( powder or pellet) to liquid ( melt) and then to solid ( product). From the pellet to the melt, and then from the melt to the product, the middle has to go through the temperature field, stress field, flow field and the density field, etc. Under the common action of these fields, different plastic ( thermo-solid or plastic, solid or non-crystalline, enhanced or non-enhanced, etc.) has different polymer structure form and rheological performance. All the factors affecting the above “field” will definitely affect the mechanical and physical properties, size, shape, precision and appearance of the plastic products.
In this way, there is an intrinsic link between process factors and polymer properties, structural form and plastic products. These connections will be expressed through the plastic products, and it is important to analyze these intrinsic connections in order to reasonably formulate the injection molding process, design, manufacture the mold according to the drawings, and select the injection molding equipment. There are also differences between precision injection molding and normal injection molding in terms of injection pressure and injection rate. Precision injection molding often uses high pressure or ultra-high pressure injection and high speed injection to obtain a smaller molding shrinkage rate.